Современные технологии подготовки поверхностей оптических деталей перед нанесением покрытий
Автор: Солтек
Рис.1. Оптический контакт между подложками из ситалла СО-115М.
Важным условием проведения процесса финишной очистки является применение экологически безопасных промывочных жидкостей, которые гарантированно можно использовать в автоматизированных ультразвуковых линиях (рис.2).
На этапе финишной очистки особые требования предъявляются к качеству воды для ополаскивания изделий. Рекомендуется осуществлять несколько циклов ополаскивания в деионизованной воде. При этом класс чистоты помещения должен соответствовать требованиям, предъявляемым к чистоте поверхности.
Деионизованная вода – вода, с чистотой 99,99999 %, в которой не содержатся ионы примесей. С целью получения деионизованной воды применяется многостадийный процесс очистки. После предварительной механической предочистки вода подается на мембранную установку обратного осмоса, а затем очищается с помощью ионообменных смол. Размер пор в мембране составляет 0,0001 мкм. Современные обратноосмотические мембраны позволяют очищать воду от химических и органических примесей, от хлора и его соединений, железа, пестицидов, нефтепродуктов, тяжелых металлов. Снижение жесткости воды обеспечивается ионным обменом, при котором растворенные в исходной воде ионы, проходя через слой ионообменных смол, адсорбируются на зернах катионита и анионита, в соответствии с условиями термодинамического равновесия и массопереноса.
Для определения степени очистки деионизованной воды используется показатель удельной электропроводимости. Для обеспечения финишного ополаскивания перед нанесением покрытий требуется удельная электропроводимость не более 0,1 мкСм/см.

Рис.2. Внешний вид линии финишной очистки оптических деталей в водных процессах производства Elma, Германия.
Очистка оптических стекол и кристаллов, воздействие влаги на которые является критичным и приводит к изменению оптических свойств, осуществляется в растворителях. Автоматизация процесса очистки с использованием традиционных растворителей, применяемых на сегодняшний день в процессах ручной очистки (ацетон, спирт, бензин) является затруднительной. Решением задачи очистки в растворителях в ряде случаев является применение жидкостей на основе гидрофторэфиров.
Гидрофторэфиры являются экологически безопасными, не разрушают озоновый слой, не требуют специального исполнения помещений для работы с ними. Их использование позволяет осуществлять эффективную автоматизированную финишную очистку, ополаскивание и сушку оптических деталей, не принимая во внимание химический состав стекол. Единственным требованием к совместимости жидкостей и стекол является отсутствие фтора в составе стекол. Эфиры являются инертными по отношению к оптическим стеклам, испаряются с поверхности изделий, не оставляя следов.
Химические формулы чистых эфиров: C4F9OCH3, C4F9OC2H5. В зависимости от задач, в состав эфиров добавляют другие растворители, например, изопропиловый спирт и транс-1.2-Дихлорэтилен. Чистые гидрофторэфиры обладают слабой растворяющей способностью и могут быть использованы в процессах очистки влагочувствительных оптических элементов на этапах ополаскивания и сушки после использования других типов растворителей. Значение каури-бутанольного числа чистых эфиров составляет около 10. При введении в состав эфиров растворителей значение каури-бутанольного числа увеличивается до 150-200, в зависимости от типа и концентрации растворителя, что позволяет осуществлять очистку изделий от таких органических загрязнений, как: лаки, смолы, остатки клеев и др.
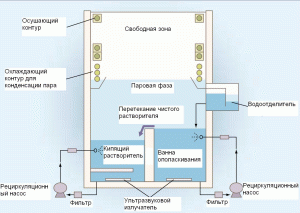
Рис. 3. Схема процесса очистки в гидрофторэфирах.
Процесс очистки в гидрофторэфирах реализуется с применением специализированного технологического оборудования. Схема процесса показана на рис. 3. Обрабатываемые изделия помещаются в емкость с кипящим растворителем, который представляет собой смесь жидкости на основе гидрофторэфиров и со-растворителя. Под воздействием механических колебаний ультразвука происходит удаление загрязнений с поверхности изделий. Затем изделия перемещаются в соседнюю ванну, в которой находится только жидкость на основе гидрофторэфиров. Происходит ополаскивание изделия под воздействием ультразвука. По окончании данного цикла изделия проходят ополаскивание в парах гидрофторэфиров, после чего извлекаются из рабочей камеры. Проходя через контур охлаждения, происходит конденсация жидкости на стенках камеры, сушка изделий. На выходе из установки очистки поверхность оптических изделий – чистая и сухая. Внешний вид установки очистки в эфирах приведен на рис. 4.

Рис.4. Внешний вид установки очистки в гидрофторэфирах производства Riebesam, Германия.
Благодаря низкому значению поверхностного натяжения (14-19 мН/м), гидрофторэфиры обладают отличной проникающей способностью, что позволяет осуществлять эффективную очистку изделий сложной конфигурации.
Применение гидрофторэфиров – новое слово в процессах очистки оптики. Однако, технология их применения известна в нашей стране с тех времен, когда было законодательно разрешено использование фреонов в промышленных масштабах. Очистка в гидрофторэфирах сочетает в себе преимущества очистки во фреонах с экологичностью водных процессов, позволяя достичь высочайшей степени чистоты поверхности оптических деталей по сравнению со всеми имеющимися на сегодняшний день технологиями очистки.
В рамках данной статьи кратко были рассмотрены основные автоматизированные технологии очистки оптических деталей, позволяющие подготовить поверхность изделий к осуществлению визуального контроля, а далее к нанесению покрытий. Окончательный выбор технологии очистки зависит от множества факторов и требует предварительного анализа технологического процесса производства оптических изделия на каждом конкретном предприятии.
В рамках данной статьи рассматриваются различные вопросы, связанные с особенностями подготовки поверхностей оптических деталей к нанесению покрытий с использованием современных технологий прецизионной очистки.
На сегодняшний день все больше отечественных производителей оптических деталей сталкиваются с необходимостью автоматизации технологий промышленной очистки, смены типов реагентов, увеличения производительности процесса, улучшения качества продукции.
Очистка оптических деталей – сложный технологический процесс, состоящий из последовательного выполнения различных технологических операций: очистка, ополаскивание, сушка. При этом, подбор процесса и его параметров представляет собой непростую техническую задачу, требующую глубокого анализа не только конфигурации изделий, но и производственного процесса на предприятии в целом. С одной стороны, существующие на сегодняшний день на предприятиях – производителях оптических деталей технологии очистки зачастую не обеспечивают удаления загрязнений до достижения требуемой степени чистоты поверхности. С другой стороны, сталкиваясь с необходимостью увеличения производительности процесса очистки, производители оптики вынуждены уходить от ручного труда в сторону автоматизации. Жидкости, которые применялись ранее для удаления загрязнений вручную (ацетон, спирт, бензин, аммиачно-перекисный раствор…), не всегда можно использовать в автоматических системах очистки. Поэтому, возникает задача разработки новой технологии очистки, либо модернизации уже существующей.
Для достижения высокого качества чистоты поверхностей как серийных, так и опытных производств оптических деталей, необходимым условием эффективной очистки является правильный подбор технологий очистки, основанный на построении последовательности технологических операций, в полной мере отвечающих требованиям по удалению имеющихся загрязнений конкретного производителя оптики с применением современного технологического оборудования.
Выбор технологии очистки оптических изделий зависит от многих факторов, среди которых можно выделить:
– типы стекол и материалов, из которых изготовлены изделия, их физические и химические свойства, различные технологии работы с ними;
– типы загрязнений поверхности деталей;
– требования к чистоте поверхности;
– организация транспортировки и хранения деталей на производстве;
– предшествующие очистке и последующие технологические операции, связанные с производством изделий;
– требуемая производительность процесса очистки;
и т.д.
Традиционно, для очистки оптических деталей применяется технология ультразвуковой очистки. Механическое воздействие, обеспечиваемое ультразвуком, в сочетании с химическим воздействием на загрязнения различными моющими средствами, обуславливает удаление загрязнений и качественную очистку поверхностей.
В данной статье показаны технологии финишной очистки оптических изделий непосредственно перед нанесением покрытий от пыли, отпечатков пальцев, а также следовые остатки полировальных материалов.
На результат процесса финишной очистки влияет обширное количество факторов: тип моющих средств, качество воды для ополаскивания, характер загрязнений, тип сушки, чистота рабочей зоны.
Стоит уделить особое внимание критериям оценки качества очистки поверхности оптических деталей. В ряде случаев, используются визуальные методы контроля, в ряде случаев – контроль оптических свойств покрытий. Если речь заходит о подложках из ситалла, то критерием качества чистоты поверхности часто является усилие на разрыв оптического контакта между подложками (рис.1).

