
Часто на производстве возникают задачи по отмывке изделий со сложной геометрией, теневыми областями, отверстиями различной формы и т.п. Для эффективной и качественной очистки важны не только температура, время, моющий раствор, сила механического воздействия, но и позиционирование изделий в процессе отмывки, осуществляемое с помощью специальной оснастки. Так как системы струйного и ультразвукового типа имеют направленный характер воздействия, то фиксация положения очищаемой детали расширяет потенциал моющего оборудования. Часто на производстве изделия отмывают партиями, тем самым образуются «мертвые точки» на отдельных изделиях, в которых остаются загрязнения. Для того чтобы это избежать, применяют специальные устройства для фиксации и крепежа деталей. Тем самым обеспечивается равномерное механическое и химическое воздействие моющего раствора. Подбор нужного позиционирования производится при проработке технологии специалистами НТК Солтек. Согласно полученных данных производится разработка оснастки под конкретный процесс и оборудование. В частности, оснастку используют, чтобы изделия не перекрывали друг друга, по пути следования струи моющего раствора или воздействия ультразвука. Для ультразвуковых ванн позиционирование очищаемых изделий имеет критический характер. Детали должны располагаться в один слой, причем разреженно, не соприкасаясь, чтобы обеспечить эффективность и качество очистки.
Также у заказчика может стоять задача по очистке специфических легких изделий, которые под воздействием струй, или, банально, силы Архимеда, могут изменить позиционирование в процессе отмывки. Вследствие этого ухудшается качество отмывки. Для таких задач необходимо использовать фиксирующие оснастки.
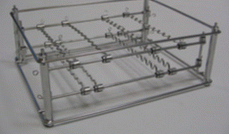
Существуют специальные корзины для промывки мелких деталей, корзины для крупногабаритных тяжелых деталей, рамы для крепления сложных конструкций, требующих определенного расположения в пространстве.
Технологическая оснастка является важнейшим компонентом процесса подбора технологии очистки.
Существуют различные виды оснастки для промывки деталей, такие, как оснастка для крепления деталей типа «гильза», «стакан» или оснастка для крепления прецизионных деталей сложной геометрии. Под каждый технический процесс отмывки деталей, изготавливается оснастка с индивидуальным конструкционным исполнением. При разработке учитываются все особенности изделия, из этого может меняться и материал оснастки.
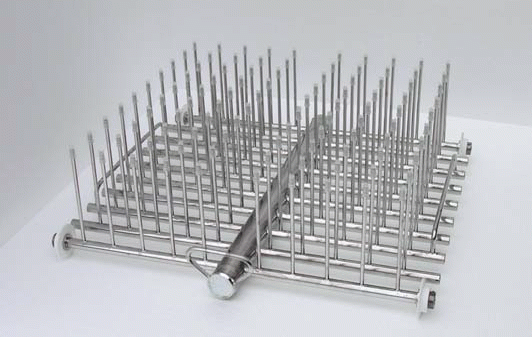
Оснастка для крепления оптических деталей
Очистка оптики – одна из самых сложных отраслей в отмывке. По сути, это прецизионная отмывка. В этом процессе важным является расположение деталей так, чтобы площади, на которые необходимо нанести покрытие не контактировали с оснасткой. Также, оптические изделия очень чувствительны к любому механическому воздействию, и колебания детали во время очистки могут привести к нарушению целостности деталей. Поэтому, оснастка должна жестко фиксировать, но при этом не повреждать хрупкую оптическую деталь. Любые технологические ошибки будут влиять на качество продукции. При условии длительности изготовления деталей и использовании их в дорогостоящем и высокоточном оборудовании, фактор технологического процесса имеет критический характер. Поэтому, в сфере прецизионной очистки оптики важны все тонкости процесса вплоть до правильного позиционирования линз в процессе очистки.
При разработке оправ необходимо учитывать следующие требования :
· Креление должно быть надежным (при использовании прибора оптическая деталь не должна смещаться в оправе).
· Замыкающее усилие, необходимое для осуществления сопряжения между деталями и оправой, не должно вызывать деформации и напряжений.
· Базовая основа узла, ориентирующие и крепежные детали должны быть расположены вне габаритов светового пучка (эти вспомогательные поверхности не должны служить причиной появления вредного рассеянного света и бликов системы).
· Крепления должны быть технологичны не только в отношении изготовления, но и сборки прибора.
Наиболее распространенными видами креплений круглых деталей являются:
· Завальцовка (закатка);
· Резьбовым зажимным кольцом;
· Пружинящими планками;
· Проволочным (разрезным) кольцом:
· Приклеивание.
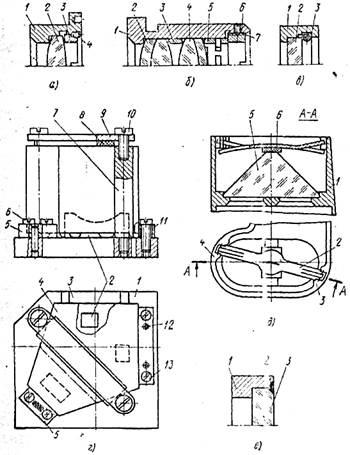
Рис.1. Крепление оптических деталей в оправах.
Оснастка для деталей типа «стакан», «гильза»
Для очистки изделий, имеющих цилиндрическую форму с внутренними полостями целесообразно в ряде случаев использовать технологическую оснастку с направленными форсунками, через которые моющий раствор непосредственно подается на внутренние загрязненные поверхности деталей.
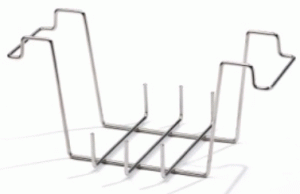
Подвесы для крепления деталей в процессе отмывки
Изделия ювелирной промышленности, различные кольца, цепочки, украшения для предотвращения повреждения поверхностей в процессе отмывки фиксируются на подвесах. Традиционно, наиболее часто встречающаяся технология очистки данных изделий – ультразвуковая. Помещая изделия из драгоценных металлов в корзину ультразвуковой ванны, на поверхности неминуемо образуются царапин, портящие внешний вид изделий.
Размещение изделий на специальных подвесах решает данную проблему, позволяя реализовать эффективный и безопасный для изделий процесс очистки.
Корзины для процессов отмывки деталей
Большинство деталей и изделий традиционно укладываются в специализированные корзины в процессе очистки. В ряде случаев необходимо позиционирование отдельных деталей в самой корзине. Это осуществляется с помощью перегородок, пластиковых держателей, либо металлических фиксаторов, покрытых специальными химически стойкими покрытиями для предотвращения повреждения поверхности изделий, если это требуется.
