Организация процесса мойки деталей в струйных системах камерного типа. Особенности процесса
Автор: Солтек
Рис.1. Воздействие струй жидкости на очищаемую деталь.
Для струйной очистки используются промывочные жидкости на водной/полуводной основе или углеводородные очистители. Различают струйную отмывку в воздушной среде и воздействие струй в объеме промывочной жидкости. На сегодняшний день в нашей стране наибольшее распространение получили системы, реализующие подачу струй под давлением в воздушной среде. В системах струйной отмывки происходит непрерывная циркуляция промывочной жидкости по замкнутому контуру со встроенной системой фильтрации жидкости и отделения масляных загрязнений, что обеспечивает длительный срок работы моющих средств и стабильное качество очистки поверхностей.
Преимущества технологии струйной очистки:
высокая эффективность удаления загрязнений с поверхности деталей;
отсутствие прямого контакта оператора с моющей средой в процессе отмывки;
возможность очистки крупногабаритных деталей и изделий;
сравнительно длительное время очистки при реализации полного цикла очистки.
Для решения основных задач по очистке деталей после металлообработки в установках струйной очистки реализованы два эффективных воздействия на загрязнения:
химическое ― это эмульгирование или растворение загрязнений (в зависимости от типа промывочной жидкости);
механическое ― сбивание струей жидкости остатков механических частиц загрязнений, в том числе налипшей металлической стружки.
Для полноценной реализации механического воздействия необходимо обеспечить правильную ориентацию отмываемых деталей относительно струй жидкости в рабочей камере. Детали или изделия позиционируются в рабочей камере моечной машины таким образом, чтобы не возникало теневых зон на соседних отмываемых деталях. В современных установках струйной очистки подобная проблема частично решена. В процессе отмывки платформа с изделиями или форсунки, подающие промывочную жидкость в камеру, перемещаются в пределах рабочей зоны, «убирая», таким образом, теневые области.
В связи с этим, выделяют несколько концепций систем струйной очистки:
системы очистки камерного типа с перемещением очищаемых деталей относительно стационарно зафиксированных форсунок;
системы очистки камерного типа с перемещением форсунок относительно стационарно зафиксированных в рабочей камере очищаемых деталей;
комбинированные системы очистки камерного типа;
системы очистки конвейерного типа, обладающие высокой производительностью;
системы очистки погружного типа, применяемые для очистки труб и других длинномерных деталей.
Рис.2. Система со стационарно-зафиксированными форсунками и вращающейся платформой на примере установки BUPICLEANERсерии TL.
Рассмотрим каждую концепцию подробно.
Системы очистки камерного типа с перемещением изделий относительно стационарно зафиксированных форсунок (рис.2) представляют собой оборудование, в центре рабочей камеры которого установлена вращающаяся в процессе очистки платформа или корзина.
Вращение происходит в горизонтальной плоскости с небольшой скоростью 1-2 оборота в минуту, в зависимости от конструкции оборудования. В то время, как детали вращаются на платформе, с трех сторон рабочей камеры (снизу, сверху и сбоку) поступает жидкость под заданным давлением. Как правило, система распыления представляет собой совокупность трех труб с отверстиями на каждой трубе, либо с установленными форсунками. Диаметр и шаг отверстий форсунок подбирается с учетом необходимого давления и эффективного использования всего пространства рабочей камеры.
В системах с подобной концепцией, ввиду больших объемов трубной распылительной системы, очень важно чтобы каждый тип используемой в процессе жидкости имел свой замкнутый контур, т.е. если используется 3 бака разных промывочных жидкостей или воды для ополаскивания, то для каждого бака необходима своя система распыления и сбора жидкости, соответственно, свой насос и свои параметры распыления (давление струи, диаметр и шаг форсунок и пр.) Довольно часто, для упрощения конструкции установок, производители струйных моечных машин отказываются от использования нескольких баков и устанавливают только один контур с баком для промывочной жидкости. В результате, потребитель сталкивается с целым рядом проблем, таких как:
необходимость обеспечения потокового нагрева воды или подключения к системе горячего водоснабжения для осуществления эффективного ополаскивания;
увеличение расхода промывочной жидкости, т.к. объем жидкости, оставшийся в системе распыления после промывки, смывается водой для ополаскивания и уходит в систему водоотведения;
увеличение затрат на электроэнергию в случае с потоковым нагревом воды для ополаскивания, а также затрат на водоснабжение.
Существуют и частные случаи подобных систем, которые отличаются только лишь возможностью вращения или покачивания деталей в закрытой корзине, но в остальном принцип остается такой же.
Системы очистки камерного типа с перемещением форсунок относительно стационарно зафиксированных изделий (рис.3).
Система представляет собой закрытую камеру, в которой на направляющих полках-корзинах размещаются детали. Распылительная система имеет вращающиеся трубки-лопасти с форсунками, которые расположены снизу и сверху каждой полки. Оборудование подобного типа предназначено для прецизионной очистки мелких и простых деталей в водных растворах промывочных жидкостей, для отмывки печатных узлов от остатков флюса.
Рис.3. Система очистки со стационарно зафиксированными корзинами и вращающимися форсунками производства Riebesam, Германия.
В отдельный класс можно выделить комбинированные системы очистки камерного типа.
Системы предназначены также для прецизионной очистки мелких деталей, но более сложной формы с труднодоступными полостями, например, гильзообразные втулки.
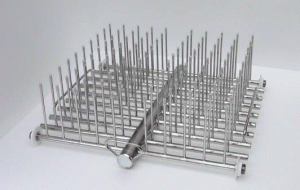
Рис.4. Корзина для систем очистки комбинированного типа
Оборудование данной системы имеет полки с фиксированными стержнями-форсунками, на которые позиционируются детали с глухой полостью таким образом, чтобы открытый край детали был направлен вниз (рис.4). Вращающиеся форсунки расположены вверху рабочей камеры. Таким образом, детали эффективно омываются жидкостью со всех сторон.
Во всех системах струйной очистки камерного типа финальная стадия процесса ― это сушка. Реализуется обычно нагнетанием очищенного теплого воздуха в рабочую камеру через общий патрубок или через форсунки, с предварительной откачкой паров из рабочей камеры.
Рассмотренные системы позволяют отмывать детали по несколько партий, в тех случаях, если требуется потоковая очистка большого количества простых деталей, то имеет смысл использовать высокопроизводительные системы конвейерного типа (рис.5).
Рис.5. Моечная машина конвейерного типа BUPICLEANER серии PTRA
Данные открытые системы реализуют все необходимые процессы по очистке и подготовке поверхности деталей в необходимой последовательности. Детали последовательно загружаются на движущуюся конвейерную линию, которая транспортирует детали в блок очистки и сушки. Реализовать эффективную сушку деталей в системах струйной очистки конвейерного типа сложнее, чем в системах камерного типа, т.к. необходимо нагретый поток воздуха направлять на деталь со всех сторон, в том числе снизу.
При выборе данной системы необходимо учитывать ряд немаловажных факторов, таких как:
правильное расположение форсунок, во избежание образования теневых и слепых зон, особенно с торцевых частей деталей;
правильное позиционирование детали на конвейере;
правильно подобранная скорость движения конвейера и другие параметры процесса.
Существенное влияние на качество очистки поверхности изделий оказывает правильный подбор промывочной жидкости. Промывочная жидкость должна быть совместима с материалом отмываемых деталей и деталей оборудования очистки, не приводить к их деформации, разрушению, окислению, а также эффективно удалять требуемые загрязнения с поверхности изделий. Выделяют два основных типа промывочных жидкостей для струйных систем очистки:
жидкости на водной основе;
углеводородные очистители.
Промывочные жидкости на водной основе
Процессы очистки в водных растворах моющих средств с последующим ополаскиванием в воде и сушкой широко применяются в промышленности по причине своей высокой эффективности, простоты реализации процесса и его экологичности. Большинство водных растворов, представленных на рынке, являются биоразлагаемыми, существуют четко прописанные в инструкциях методики их утилизации.
Промывочные жидкости на водной основе в зависимости от химического состава делятся на группы:
Промышленная очистка деталей и узлов с применением струйных моечных машин применяется для решения различных задач, в том числе, для очистки деталей перед нанесением покрытий, для очистки после операций механообработки перед межоперационным хранением. В обоих случаях недопустимо образование окислов и ржавчины на поверхности изделий.
Так, для подготовки поверхности перед нанесением покрытий рекомендован следующий процесс:
Очистка в щелочном водном растворе (удаление масел, СОЖ);
Ополаскивание теплой проточной водой;
Фосфатирование слабокислотным водным раствором;
Ополаскивание теплой проточной водой;
Сушка горячим воздухом.
Эффективная очистка деталей от окислов, ржавчины, окалины и сажи, реализуется в комбинации струйной агитации и химического воздействия кислотных водорастворимых моющих жидкостей. Процесс выглядит следующим образом:
Очистка в кислотном водном растворе;
Ополаскивание теплой проточной водой;
Сушка горячим воздухом.
Немаловажным требованием, предъявляемым к оборудованию для реализации всех перечисленных процессов, является замкнутость каждого цикла, надежность всех компонентов системы (стойкость к химически активным средам) и наличие нескольких баков для каждого используемого типа жидкости.
В связи с этим, к оборудованию для струйной очистки предъявляются следующие требования:
Использование только высококачественных материалов и комплектующих;
Детали, контактирующие с моющими жидкостями, должны быть выполнены из нержавеющей стали.
Все уплотнения и клапаны должны быть протестированы на совместимость с большинством представленных на рынке жидкостей.
Сушка чистых деталей должна производиться очищенным нагретым воздухом.
Простота и удобство программного обеспечения с целью отслеживания и регулировки параметров процессов очистки (регулировка режимов работы, времени и количества циклов отмывки и ополаскивания, температуры жидкости в рабочей камере).
Наличие системы автоматической подготовки жидкости в баке.
Теплоизоляция и шумоизоляция бака с промывочной жидкостью.
Углеводородные очистители
Углеводородные очистители приходят на смену жидкостям на водной основе в тех случаях, когда отсутствует возможность подключения систем водоснабжения и отведения, а также, когда не предъявляются высокие требования к чистоте поверхности деталей.
Струйные установки с использованием углеводородных очистителей хорошо зарекомендовали себя в сервисных мастерских для решения широкого спектра задач: очистка подшипников, деталей двигателей внутреннего сгорания (ДВС) и редукторов, тормозных систем и др. Некоторые очистители инертны к окрашенным поверхностям, полимерам и гальваническим покрытиями, что значительно увеличивает номенклатуру деталей, отмываемых в струйных системах.
Как правило, для эффективной реализации процесса с использованием углеводородных очистителей, оборудование должно быть укомплектовано двумя баками. Каждый бак относится к соответствующему контуру очистки или ополаскивания (финишной очистки).
Для работы установки очистки необходима первоначальная полная заправка бака оборудования и в дальнейшем частичная дозаправка очистителем. Каскадное соединение баков облегчает систему дозаправки и замены жидкости, во втором баке ополаскивания всегда жидкость будет чище чем в первом.
Благодаря физическим свойствам данных жидкостей, очистка происходит при комнатной температуре или с незначительным подогревом. Углеводородные очистители быстро и без следов испаряются при нормальных атмосферных условиях. В связи с этим, отсутствует необходимость подключения дополнительных модулей для конденсации паров и сушки, что приводит к снижению энергопотребления моечного оборудования.
Несмотря на все преимущества технологии струйной очистки, не стоит забывать, что данная технология предназначена, преимущественно, для очистки поверхностей деталей простой формы. В случае, если требуется промывка глухих или сквозных отверстий малого диаметра, технология струйной очистки не сможет обеспечить удаления загрязнений. Как и все имеющиеся технологии очистки, струйная очистка обладает своими плюсами и минусами, очевидность которых в полной мере проявляется при применении данной технологии к решению конкретных производственных задач.
На сегодняшний день в металлообработке широко распространена технология мойки деталей струями промывочной жидкости под давлением. Данная технология реализуется с применением современного промышленного оборудования и специализированных технических моющих средств. В рамках данной статьи рассмотрены вопросы организации промышленной очистки деталей в условиях крупно- и мелкосерийных производств с применением технологии струйной очистки.
Струйная очистка (отмывка) производится направлением на детали струй промывочной жидкости под давлением (рис.1).